粉體行業在線展覽
粉體行業在線展覽



JA-DXDF750

直接聯系
佛山市捷奧包裝機械有限公司

佛山市南海區
20-30萬元
捷奧
JA-DXDF750
4849
10-30克
能夠同時橫封切斷兩列以上的物料,提高產能
面粉、淀粉、生粉、豆粉、奶粉、葡萄糖粉、胡椒粉、魚飼料粉、咖喱粉、可可粉、冰淇淋粉、香精香料、咖啡粉、大麥混合粉、豆漿粉、益生菌、洗衣粉、堿粉、有機化肥
佛山市層層高食品有限公司、黑龍江省農墾龍王食品有限責任公司、響水縣蘇合農產品銷售專業合作聯社、上海準申食品東臺有限公司、廣州市光頭兄弟食品實業發展有限公司、廣州市麥甘道食品有限公司、佛山市順德區金鼎盛調味食品有限公司、廣東合益食品科技有限公司
一、樣袋展示
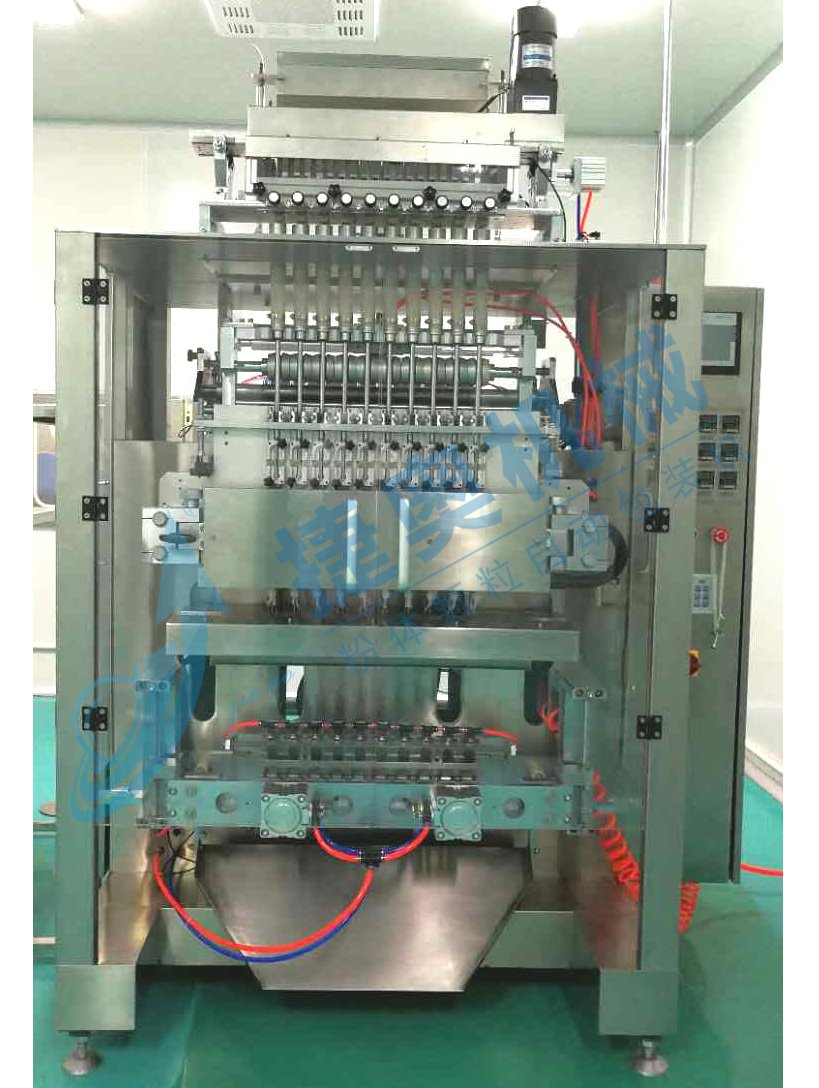
二、包裝主機
(一)、設備圖片
(二)、設備簡介
該上料系統主要為流動性較差的粉劑物料開發研制的,采用目前國際上***的螺旋推進式下料,具有運行速度快、計量精度高、易于調整等特點。相應的供料方式保證充填的合格率,使充填效果良好。
(三)、主要結構特點:
主要由料斗攪拌裝置(料斗,氣缸,攪拌機構等),伺服電機,螺旋下料桿,攪拌機構(攪拌電機,機械傳動箱,攪拌片等),容料倉,下料軟管及下料杯等機構組成。物料通過料斗及料斗攪拌裝置通過軟管下到容料腔內,容腔上面有一個機械傳動箱,依靠內部機械傳遞攪拌電機的動力,帶動攪拌片旋轉,而物料在旋轉片的攪拌下可以均勻填滿計空腔,經過攪拌物料均勻的分布在儲料倉中,由伺服電機帶動螺旋下料桿轉動,使物料通過矩形羅紋間的型腔進入下料管,以實現對物料的充填。螺旋推進螺桿的動力由伺服電機提供,因此可以保證計量精度。由于每道由獨立的伺服電機控制,可通過改變單道伺服電機的旋轉角度來調整單道的計量。這樣就可以使計量準確了。
計量的調整方法:在操作面板上調整參數,詳細參考電器說明部分。
(四)、主要技術規格
包裝范圍
| 廣泛的應用于食品,醫藥和化工產品中的松散,無粘性的顆粒狀物料的自動包裝。如(藥品)沖劑,速溶咖啡,味精,白糖,干燥劑等。也可用于粉劑,液體和粘稠液體的包裝。 |
包裝功能 | 具有完成自動送料、計量、制袋、充填、封口、打印日期及成品輸出等一系列自動功能,也可根據用戶的要求實現自動對正色標的功能。該機的上料部分改變了以往比較單一的下料方式,采取了依據不同的藥品而采用不同的上料機,上料類型豐富,滿足不同用戶需求。 |
包裝材料 | 尼龍膜/聚酯膜復合,聚酯膜/聚酯復合膜,尼龍膜/純鋁箔/聚酯膜復合,聚酯膜/純鋁箔復合,聚酯膜和其他可提供熱封合功能的材料復合.(包裝材料不能是易燃,易爆,易腐等列入危險化學品或物質的材料) 包材**寬度:750mm; 包材**外徑:φ300mm; 包材芯徑:φ75mm; 包材厚度:0.05-0.1mm |
電源規格 | 380V 50Hz |
總用電功率(kw) | 12kw |
壓縮空氣壓強(Mpa) | 0.6 Mpa |
壓縮空氣耗量(m3/h) | 5.5m3/h |
噪聲(dBA) | 78dB(A) |
外形尺寸(L*W*H) | 1620*1650*2600mm |
包裝物料 | 顆粒沖劑 液體 粉劑 |
縱向列數 | 4-12列 |
包裝容量 | 2-200ml 計量精度:±5% |
制袋能力 | 袋寬20mm≤W≤70mm 袋長:50mm≤L≤190mm |
包材寬度 | 750mm |
生產日期批號 | 配熱打碼機或熱打字 |
切刀方式 | 平刀切、鋸齒切,圓角切 |
包材 | 復合包裝材料(BOPP/PE等) |
橫切斷頻率(次/鐘) | 20-40次/分鐘,依據使用要求可進行無級(設定)調整。 |
重量(kg) | 2600kg |
生產過程自動控制能力 | 物料充填、包材張力、封合溫度、裁切速度、切線控制、無級調速 |
工作原理: | 包裝材料由位于機體后側的放卷機構導出,經放卷輥后進入打印批號(可根據可選擇)、縱切、熱封成型并在此處完成了對物料充填及封合過程,然后通橫封、橫切*后形成成品輸出。 |
基本配置及結構 | 該機主要由機體、充填系統、傳動系統、薄膜放卷、封合、打字(可選配熱打碼機)、縱切、橫切、輸送機(選配)、氣動系統、電控系統等部分組成。 |
機體: | 機體是整機的基礎,DXDF750多列背封包裝機的機體采用了鋼板框架結構焊接結構,其機體為結構鋼焊結而成,烤漆架體(外部為白鋼板),使機體有足夠的剛度以保證機器安全運轉,機體左側和后面均有可打開,便于安裝、檢查和設備的維修,機體內為傳動系統,該機的電控箱在機體右側,方便操作。機體的接地部分為六個可調節的地腳。 |
充填系統: | 由于該機自身特點的要求,因此對充填系統有著特殊的要求根據不同藥品的形狀和特點相應的改變了供料的方式以保證充填的合格率。其充填滑效果優良。 |
傳動系統: | 該機采用伺服傳動及氣動傳動系統,結構簡單,維修方便。 |
熱封成型: | 該機的熱封與成型均在下料管及管壁和縱封塊完成。熱封成型下料管壁為外包裝袋膜尺寸成型器,縱封塊內部裝有加熱器和熱電偶,工作時在氣缸的帶動下壓合成型并封合,壓力是由氣缸提供的,該執行機構為氣動傳動 |
薄膜放卷 | 薄膜放卷機構位于整機的后部,由放卷軸、放卷架、導膜輥和游動導膜輥等組成,薄膜的放送由微電機驅動放卷軸,帶動膜卷轉動,然后通過游動輥來控制薄膜放送長短及薄膜張緊力的大小,當薄膜用完或意外斷裂時,游動導輥還可遮住光電開關,使整機自動停止運轉。在整個放卷的左側有調整放卷輥左右移動的手柄,以便使薄膜與分卷機構的分切到對正對正。 本機放卷機構采用磁粉制動器調節包材張力(標配) 包材糾偏裝置(標配)調節包材左右位置,從而使包材實現無廢料邊制成包裝袋,節省包裝材料。 |
橫封橫切及打字機構 | 打字機構與橫封機構兩種形式,可同在一起,也可以選配熱打碼機,該封合機構為熱封合。 橫切有三種設置,按用戶要求橫切刀為鋸齒刀,平切刀,及模切刀,由氣缸提供動力。也可以根據用戶的不同要求提供不同的橫切方式。 |
輸出機構 | 輸送機用于成品輸出,單獨動力。選配。 |
溫度的調節
| 利用控制面板上的溫度調節儀,控制橫縱封加熱溫度。設定溫度時一般橫封要高出縱封10度左右。 |
模具更換 | 本機的模具更換分為袋寬不變,更改袋長的,只需要在界面上更改袋長。 另一種為更改模具寬度,需要更換模具包括上料機構,熱封成型機構及部分橫封,橫切機構。 |
設備安裝 | 1.設備搬運時需用3噸以上噸位的叉車2.設備安裝場地周圍應當留有足夠的活動空間,便于操作,地面應有足夠的強度以支撐設備的重量。 3.利用設備的地腳調整設備水平,以達到在工作時水平穩定狀態。 4.設備安裝完畢后,清除表面污物,注意不得拆卸和損壞機件,清潔所有潤滑部位。 5.設備安裝完畢后檢查設備的聯結緊固處察看是否有松動,待一切完畢后,用機器的點動試運行設備,一切正常后就可以正常開車。 |
設備加工材料選擇 與“GMP”要求 | 凡與藥品接觸的零部件、儲料斗等均采用不銹鋼材料制成,表面亞光處理。整機所有黑色金屬零件都進行防腐處理。 儲料斗、導料板等零部件內壁光滑平整,無外露螺釘、鉚釘等凸起和尖角。整機在工作運行時為全封閉運轉,符合制藥企業的“GMP”要求。 |
設備專用工具、 備品備件、易耗件 | 設備在發往用戶時詳細列出工具明細、備品備件明細、易損件明細,並在裝箱中配備齊全,以保證用戶在初次使用時的要求,並有詳細的主機使用說明書、關鍵備件的使用說明書等。我公司可常年提供維修服務及備品備件、易損件的供應。 各種文件的數量可按合同條款的要求進行配置 |
技術服務及培訓
| 設備到達就位后我方免費調試,並對客戶免費培訓操作人員,設備交貨起一年內我公司保修并長年負責維修。長期供應配件。 買方人員可到我公司進行學習培訓,食宿費用由買方自理。 |
(五)、主要電氣材料
<td width="71" valign="top" style="border-top: none; border-left: none; border-bottom: 1px solid rg



